集研发、设计、生产、销售和定制服务一体的
国家高新技术企业

全国服务热线
0755-29991146
138-2363-1165
集研发、设计、生产、销售和定制服务一体的
国家高新技术企业
0755-29991146
138-2363-1165

固 话:0755-29991146
手 机:138-2363-1165
邮 箱:scpack@163.com
网 址:www.scznpack.com
地 址:深圳市宝安区松岗燕罗街道雄宇路幸福蓝天科技园A3/A6栋
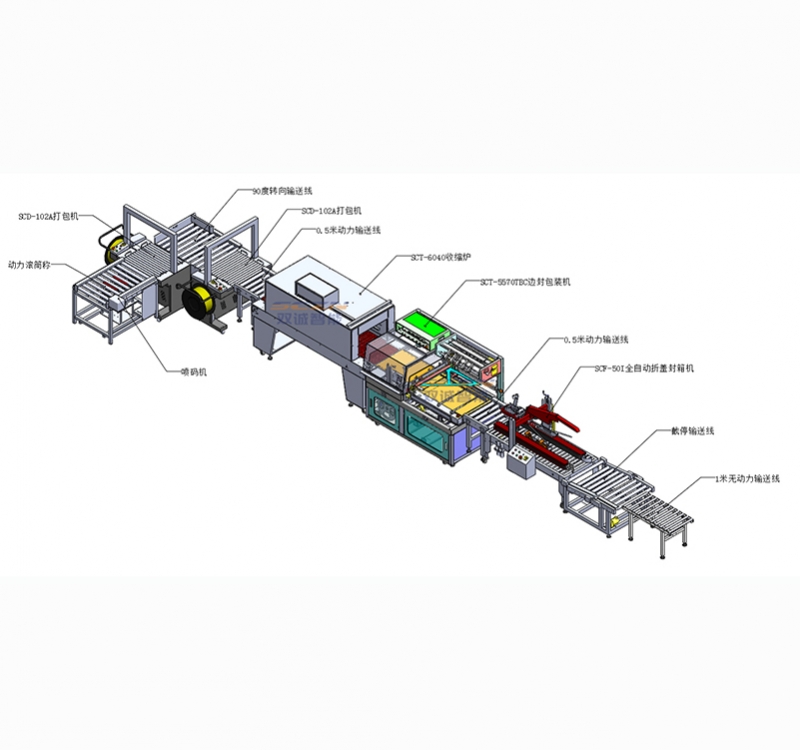
热收缩包装机采用世界先进的薄膜恒温热合技术,封口清晰,牢固。封口快速冷却结构,保证在高速生产条件下,封口强度更高。感应开关控制送膜系统,可靠调控送膜长度,减少损耗。所有输送均为变频调速,输送平稳流畅。独特热收缩通道,两套离心式热风循环系统,热量平衡均匀,收缩紧固、美观。三层隔热处理,保温性能好,升温快,节约能源。加强型冷却定型通道,可是包装膜迅速成高强度状态,方便储运。包装组合及瓶型改变时调整方便,可实现一机多用的功能。
一、热收缩膜包装机在包装生产时膜料易偏移并无法正常送料,这会使热收缩包装机不能正常对物件进行热收缩包装,那么可以调整膜卷位置和张力平衡杆,如果两者均无效,可通过调整上三角板的角度来解决。如上层膜料偏离夹料链条,可将上三角板向顺时针方向调整;如下层膜料偏离夹料链条,可将上三角板向逆时针方向调整。这样就可以解决这一故障问题。
二、热收缩膜包装机在包装生产的时候,包装部位升温缓慢或不能打到标准包装温度(摄氏160度以上),出现这种问题可使包装不能达到预期的包装目的。加热过程靠得是加热器,应该先检查加热器主电源线路,加热器的线路是主电源线经过一个吸磁开关再到电热管,所以应先检测吸磁开关各接点是否正常。线路没有通过其中一个相位,则会出现以上现象。如吸磁开关正常,可再检查电表,看各相位与机器的欧姆值是否相同。如果正常应为短路。如各相位均接通但线路或电热管仍然异常,则需更换加热器。
三、在进行多物件集束包装时,设备无法探测到被包装物体,包装时对包装造成损害,使包装工作无法进行,出现这种情况是因为,热收缩膜包装机在进行集束包装时物件中间的间隙影响到了电眼的探测,只需要对热收缩包装机的电眼探测角度调整为斜角即可,避免以上现象的产生。
造成热收缩包装机收缩温度失控故障主要原因是温度计已坏,须修理;热电耦可能也坏了,不能正常地将感应温度传至温度计上。换上同型号、同规格的热电耦即可。

联系人:陈先生
联系电话:138-2363-1165
公司传真:0755-29991144
企业邮箱:scpack@163.com
公司地址:深圳市宝安区松岗燕罗街道雄宇路幸福蓝天科技园A3/A6栋

抖音号二维码

产品电子画册